除了平常的耗材保存,設備的保養與清潔同樣關鍵
1. 噴嘴內外部清潔
噴嘴外部:噴嘴外部與矽膠套會累積溢出的材料與拉絲結成的結焦物
定期使用銅刷與鑷子輕刷掉殘留的溢料避免結焦物掉入列印件中形成模型表面的突發黑點
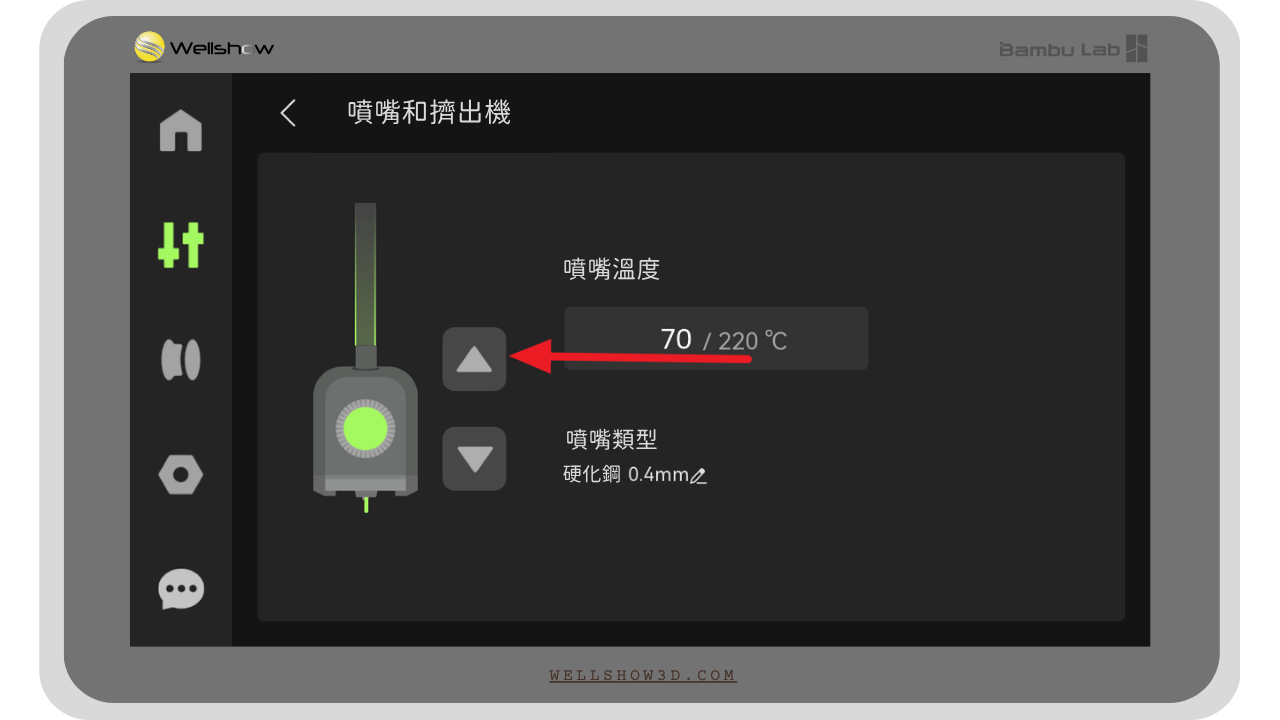
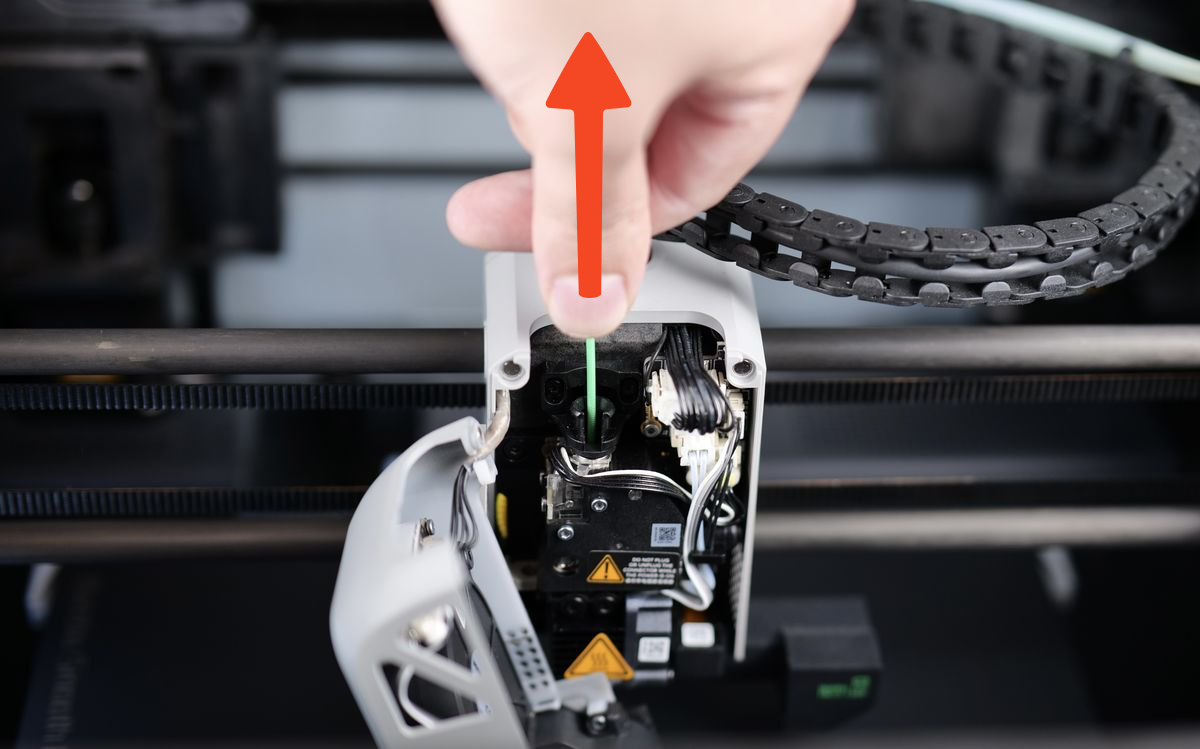
噴嘴內部:使用耗材沖刷與冷拔法,能有效清潔噴嘴內部殘餘雜質,本篇內文附有教學
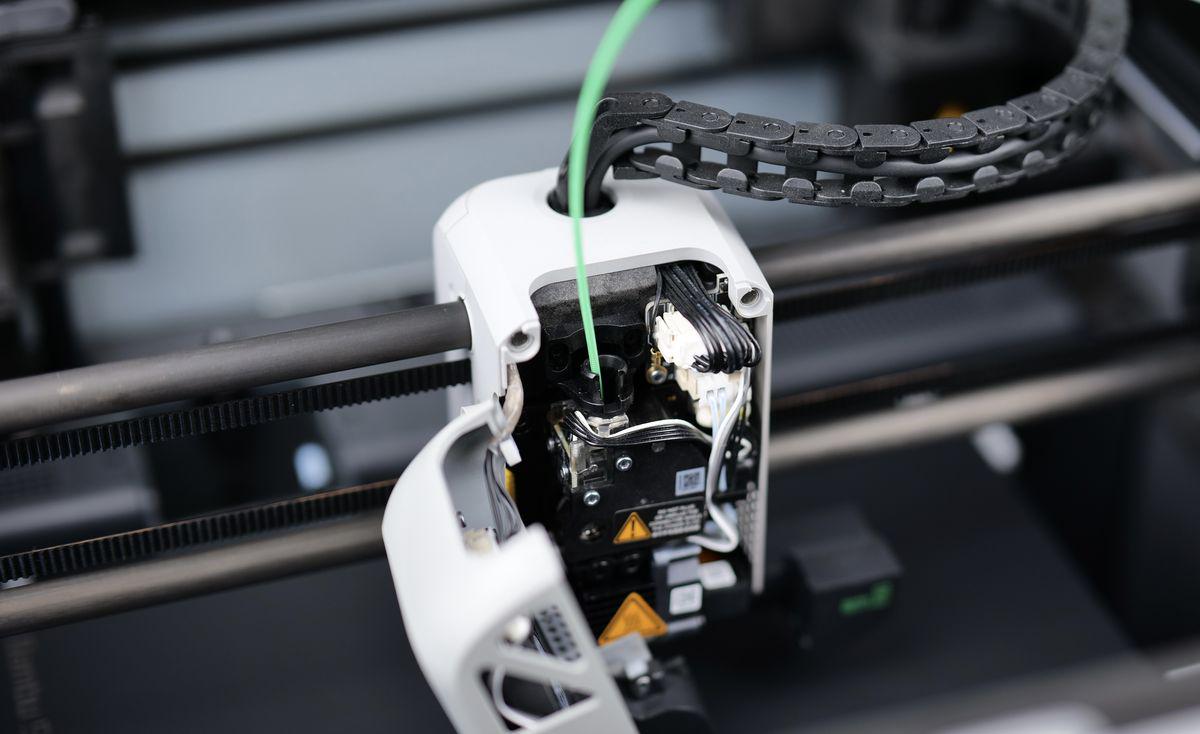
2. 擠出機齒輪清理
狀況:當齒輪磨損或刮擦線材產生粉末時,容易導致抓力不足,定期清潔可以減輕擠出機的負擔與磨損
方法:拆開擠出機外殼,使用吹塵球吹走粉塵,並檢查齒輪是否有異物卡住,如果齒輪間隙有較多碎屑,可使用刷子仔細清潔
3. 碳纖維桿與導軌維護
碳纖維桿:碳纖維桿為自潤設計,僅需使用酒精擦拭,保持乾燥即可,切勿上油,可能造成反效果
金屬軸/絲桿:定期擦拭舊潤滑油/潤滑脂,並重新塗抹專用潤滑油/潤滑脂