列印時出現「氣泡聲」
如果噴嘴擠出時出現:啪、啵、滋滋聲
通常就是材料內的水分在高溫下汽化爆開
❗️ 這是最明確的吸濕訊號 ❗️
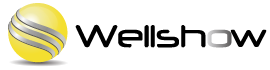
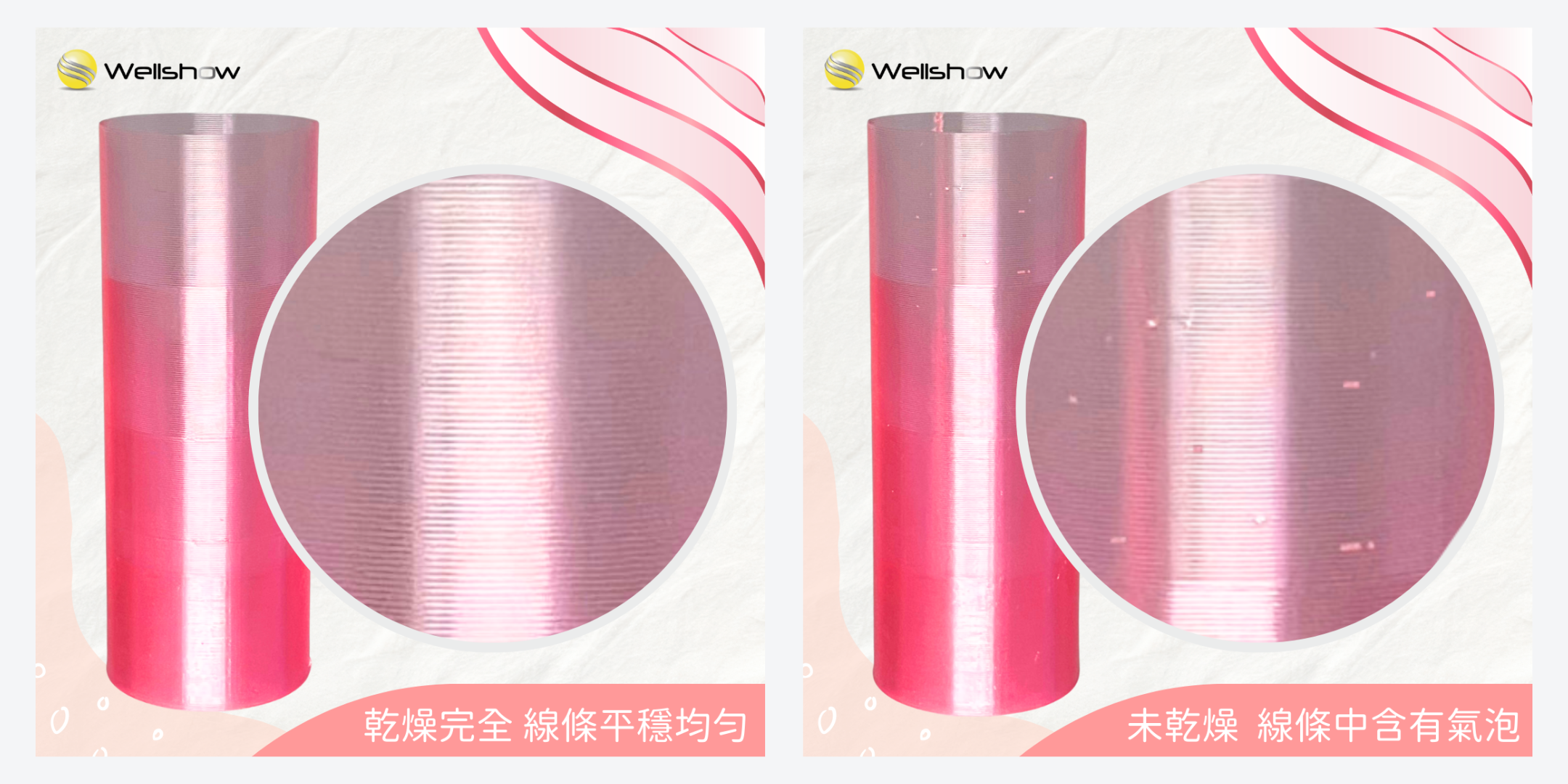
表面變粗糙或有氣孔與疙瘩
吸濕後列印成品常出現:表面顆粒感增加、出現細小孔洞、表面不平整
原本應該光滑的模型,看起來會變得霧霧的
拉絲變嚴重
即使調整回抽與溫度:拉絲依然很多、小零件細節變差
這通常也是因為材料含水造成熔融不穩定
成品強度變差
吸濕後材料會出現:層與層之間結合變弱、模型變脆、容易斷裂
特別是在 PETG、TPU、碳纖維材料上更明顯
細節模糊、模型公差改變
含水氣的耗材再加熱時容易膨脹,導致模型細節模糊或組裝公差改變,
嚴重時甚至容易導致堵料或出料不穩